Pure, safe, and hygienic packaged drinking water you can trust.
Equal Water is committed to delivering pure, safe, and refreshing packaged drinking water through a scientifically designed filtration and purification process. Our philosophy is simple — every individual deserves access to clean and hygienic drinking water without compromise.
Guided by our tagline “Har pal apni pyas bhujao”, we focus on maintaining consistent quality, hygiene, and safety at every stage of production. Our plant operates using advanced machinery, trained supervision, and strict quality standards to ensure that every bottle meets regulatory requirements and customer expectations.

This is the core of our purification process. Raw water undergoes multi-stage filtration, including sand filtration, activated carbon filtration, and Reverse Osmosis (RO). These stages remove dissolved salts, chemical impurities, and harmful microorganisms. The RO system ensures water clarity, balanced mineral composition, and safe drinking quality.

The ozonator plays a critical role in final water disinfection. Ozone is a powerful oxidizing agent that effectively eliminates bacteria, viruses, and microorganisms without leaving harmful residues. This process enhances microbiological safety, improves shelf life, and ensures that the water remains fresh, safe, and odour-free until consumption.
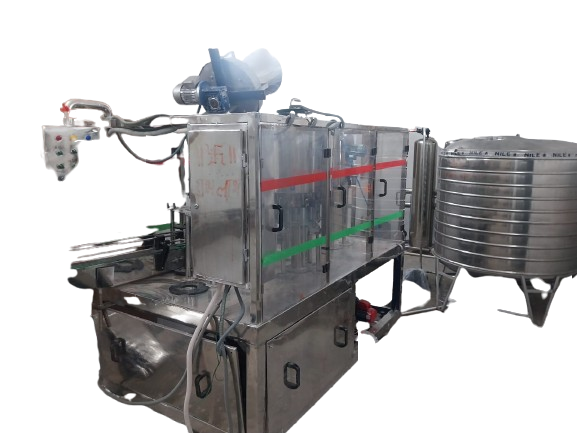
Before filling, bottles are thoroughly cleaned using an automatic rotary rinsing system. This machine removes dust, particles, and contaminants while ensuring zero human contact. Automated washing guarantees that each bottle entering the filling line is completely hygienic and safe for use.
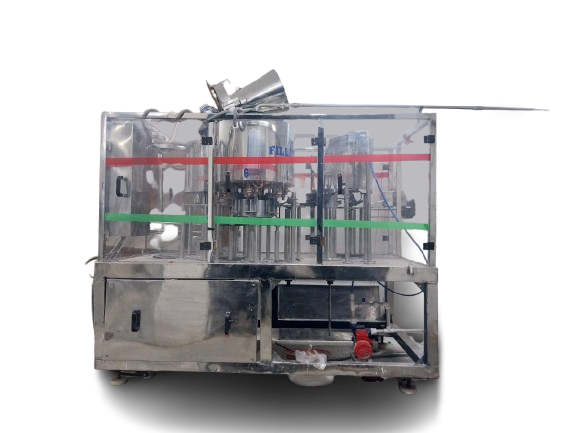
Cleaned bottles are filled and sealed using a monoblock/triblock automatic filling and capping system. This closed-loop process ensures accurate filling, secure sealing, and minimal contamination. The sealed environment maintains water purity during storage and transportation.